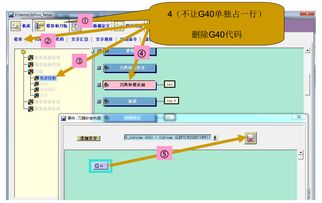
UG编程后处理是将CAM软件中生成的刀具路径转换为机床可识别的NC代码的关键步骤。一个高效的后处理不仅能提升加工精度,还能减少人为错误。本文将详细介绍UG编程后处理制作的完整过程、重要参数、刀补与铣床相关设置,以及数据处理方法。\n\n一、后处理制作全过程\n1. 前期准备:确定机床类型(如立式铣床、卧式铣床)、控制系统(如Fanuc、Siemens、Heidenhain),并收集机床手册中的技术参数。\n2. 选择后处理构建器:UG NX内置后处理构建器(Post Builder)是常用工具,用户可通过图形界面自定义后处理。\n3. 基础设置:创建新后处理文件,定义程序和文件格式(如程序起始符、结束符)、输出单位(公制或英制)。\n4. 定义机床运动参数:设置线性轴(X、Y、Z)和旋转轴(如A、B、C)的行程、速度和加速度限制。\n5. 配置刀具和加工参数:包括刀具换刀指令、主轴转速、进给率等。\n6. 添加自定义功能:如循环加工指令(钻孔、攻丝等)、安全平面设置。\n7. 测试与验证:使用示例刀具路径生成NC代码,并在模拟软件或机床上测试,确保无碰撞和错误。\n\n二、重要参数详解\n1. 程序头和尾:定义程序开始和结束的固定代码,如程序号、安全指令(G40 G49 G80)。\n2. 运动控制参数:包括G代码模式(G90绝对坐标、G91增量坐标)、插补方式(G01直线、G02/G03圆弧)。\n3. 速度和进给参数:主轴转速(S)、切削进给(F)、快速移动(G00)速度。\n4. 刀具补偿参数:刀长补偿(G43 H代码)和刀具半径补偿(G41/G42 D代码),用于调整实际刀具与编程路径的偏差。\n5. 循环指令参数:如G81钻孔循环、G83深孔钻循环,需定义孔深、退刀量等。\n6. 坐标系参数:工件坐标系(G54-G59)和局部坐标系(G52)设置。\n\n三、刀补与铣床设置补充\n1. 刀具半径补偿(G41/G42):用于轮廓加工,G41为左补偿,G42为右补偿,需在程序中指定补偿号(D值)。设置时注意:补偿启动前需有直线移动,避免在圆弧上启用;补偿取消使用G40。\n2. 刀具长度补偿(G43):用于调整Z轴高度,补偿号(H值)对应机床中的刀具长度偏置值。在换刀后立即启用,确保Z轴安全。\n3. 铣床特定设置:对于立式铣床,需定义主轴方向(M03顺时针/M04逆时针)和冷却液指令(M08/M09);对于卧式铣床,可能涉及转台(B轴)控制。\n4. 安全设置:包括参考点返回(G28)、工件坐标系偏置,以及避免过切和碰撞的软限位参数。\n\n四、数据处理要点\n1. 代码优化:删除冗余指令(如重复的G代码),简化程序以提高执行效率。\n2. 错误检查:验证代码语法(如缺少M30结束符)、坐标超限和刀具冲突。使用UG的机床模拟功能进行虚拟测试。\n3. 后处理定制:根据加工需求,添加自定义变量,如自动计算进给率或输出刀具列表。\n4. 输出格式控制:确保NC代码兼容机床控制系统,例如Fanuc系统常用“%”作为程序开始符。\n5. 数据备份与管理:保存后处理文件(.pui、.def、.tcl),并记录修改历史,便于后续维护。\n\nUG编程后处理制作是一个系统化过程,涉及机床配置、参数设置和数据处理。重点在于刀补、铣床运动控制和代码优化,通过反复测试可确保加工安全与效率。建议用户参考UG文档和机床手册,结合实际加工经验进行定制。
UG编程后处理制作全过程、关键参数及铣床刀补设置与数据处理
如若转载,请注明出处:http://www.jbsmxl.com/product/14.html
更新时间:2026-02-27 22:37:59